















MELSOFT系列GX Works2中文版附序列号是一款由三菱公司开发的pcl编程工具软件,三菱GX Work2是专门用于PLC设计、调试、维护的编程工具,大大提高的工作效率,与传统的GXDeveloper 软件相比,提高了功能及操作性能。
GX Works2功能
1、GX Works2三菱电机新一代PLC软件,具有简单工程(Simple Project)和结构化工程(Structured Project)两种编程方式。
2、支持梯形图、指令表、SFC、 ST及结构化梯形图等编程语言。
3、可实现程序编辑,参数设定,网络设定,程序监控、调试及在线更改,智能功能模块设置等功能。
4、适用于Q、QnU、L、FX等 系列可编程控制器。
5、兼容GX Developer软件。
6、支持三菱电机工控产品iQ Platform综合管理软件iQ Works。
7、三菱PLC GX Works2具有系统标签功能,可实现PLC数据与HMI、运动控制器的数据共享。
安装使用
安装包和序列号
下载安装提取码:8888
序列号,下图随便输一个,若不可用建议度娘
下载解压后,全程点击“确定”,“下一步”,“允许”,“是”即可完成安装

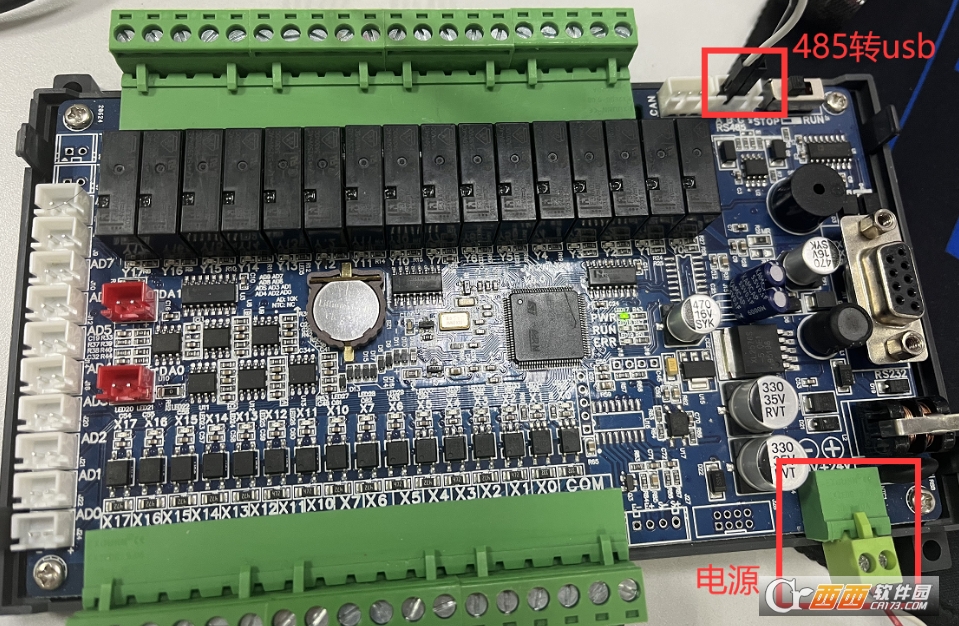
连接PLC(以手中的一个仿三菱的FX2N为例)
485转usb连接电脑
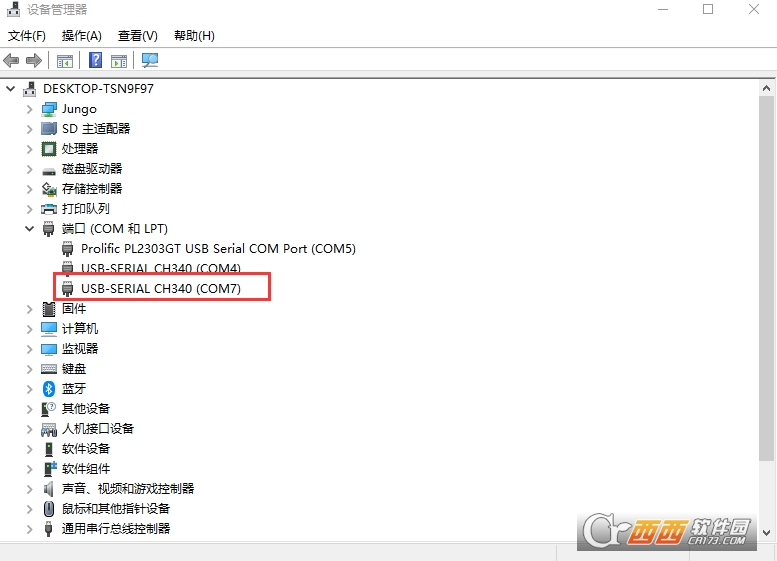
查看端口号
如果没有端口号的显示,请安装串口驱动,百度CH340即可
配置GX Works2
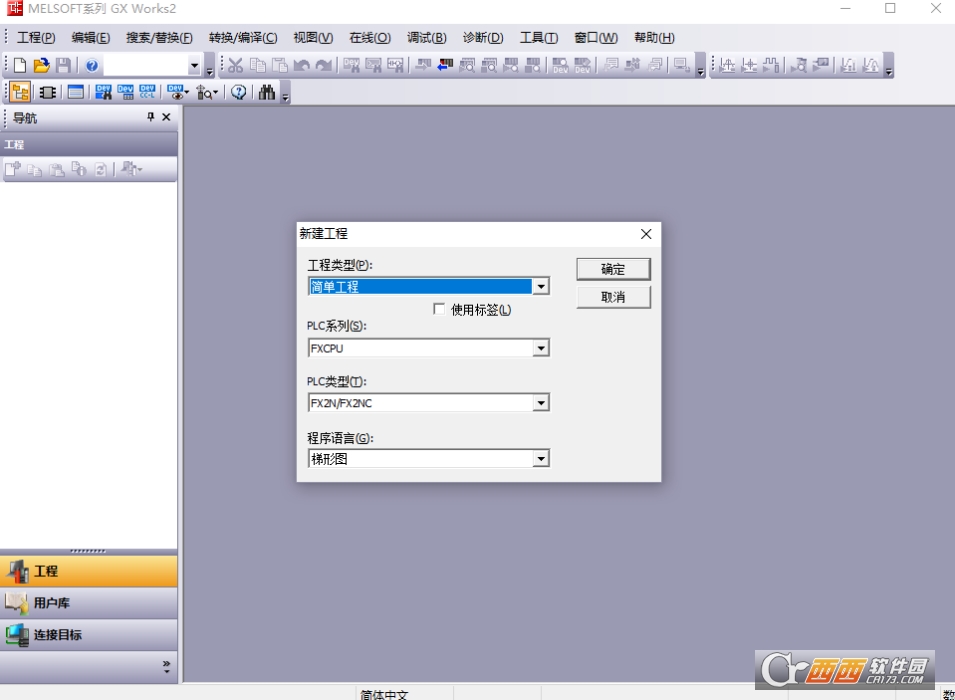
依次点击:工程→新建工程

选择工程类型、PLC系列、PLC类型,点击确定即可
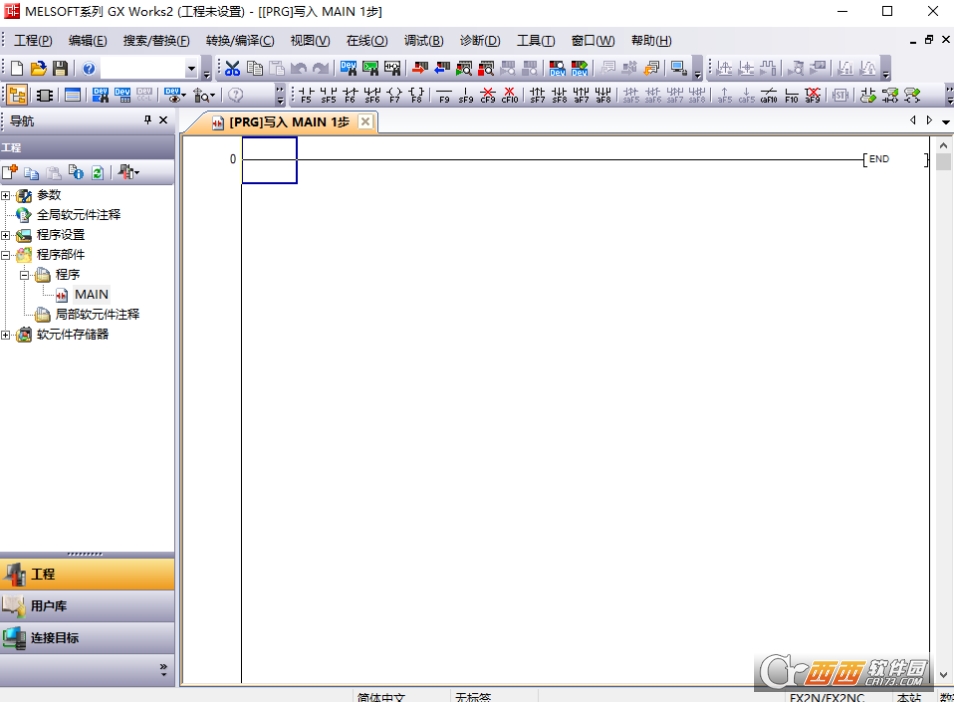
完成后应该是这样的
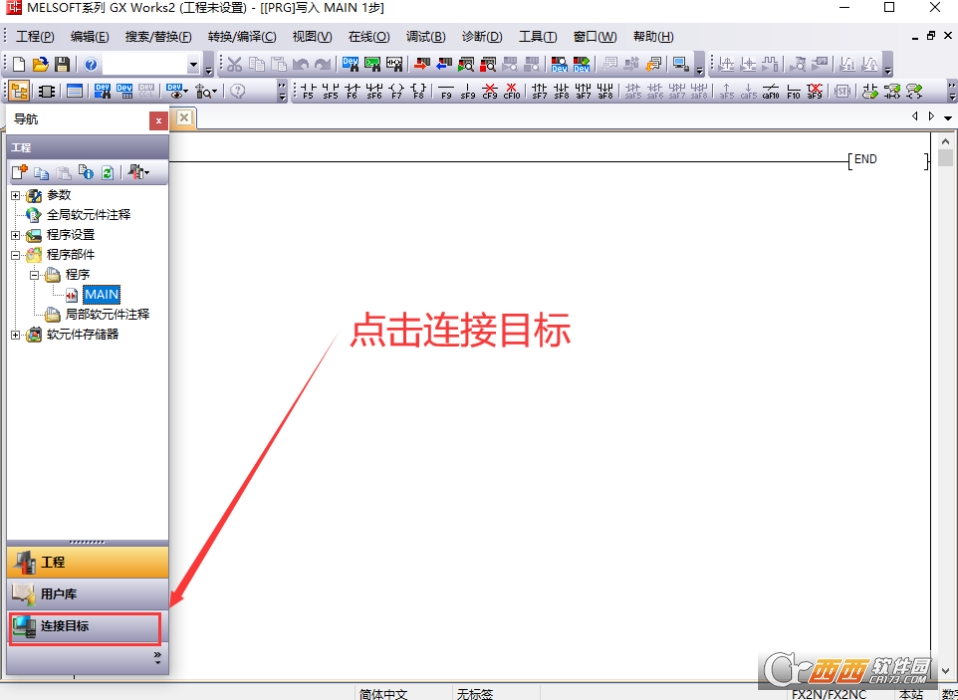
连接PLC
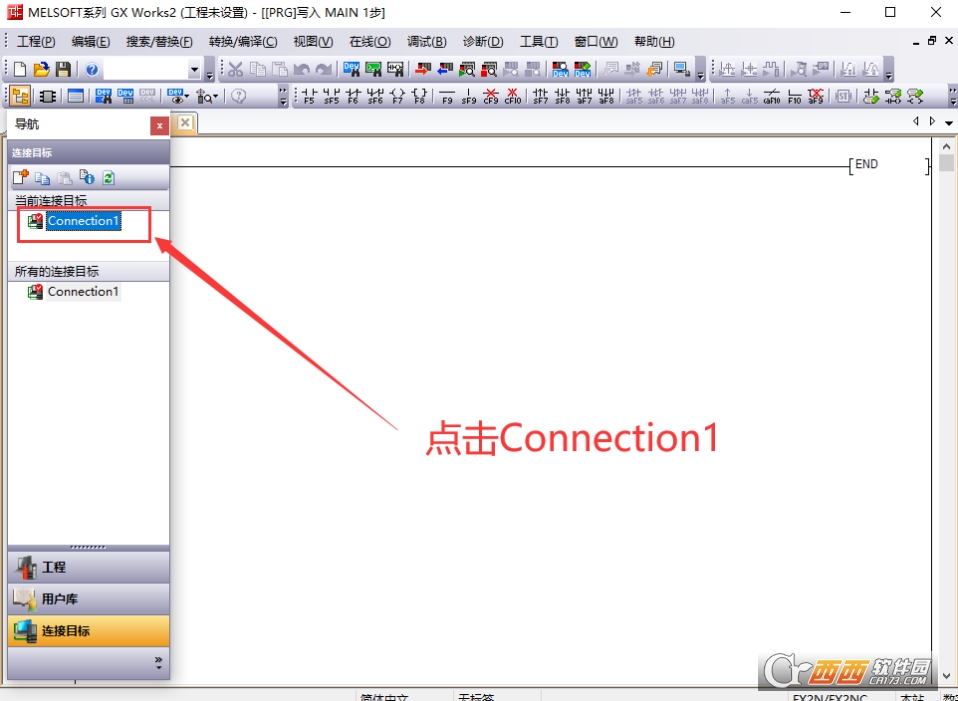
点击连接目标
点击Connection1
选择串口和波特率,串口要和485转出来的串口号一致,我这里正确的串口是COM7

串口选择错误时,或者PLC未与电脑连接时,会出现“无法与PLC通信”,如下图。这个时候一是要检查是否正确连接上PLC,二是要检查对应的端口是否正确。

当端口选择没问题的时候,如下图

基本操作
1、调试
点击下方红框按钮进行调试,调试之前请保证梯形图逻辑的正确性,否则转译不通过(转译快捷键F4)
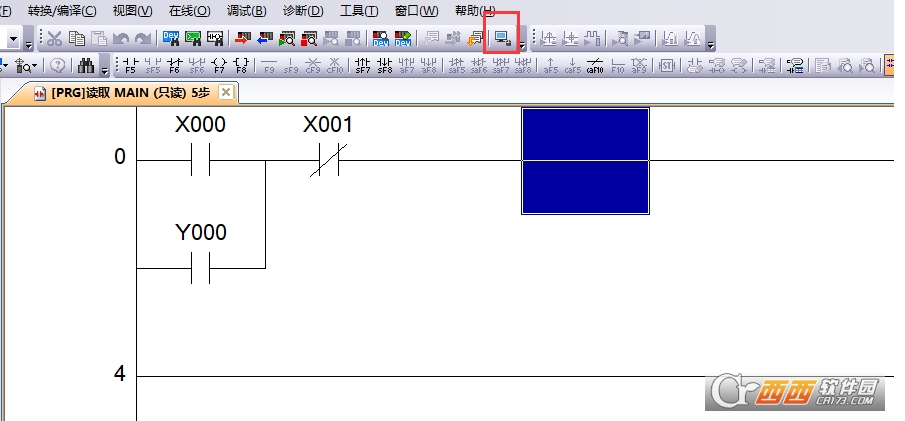
若转译不通过,会出现下面的情况

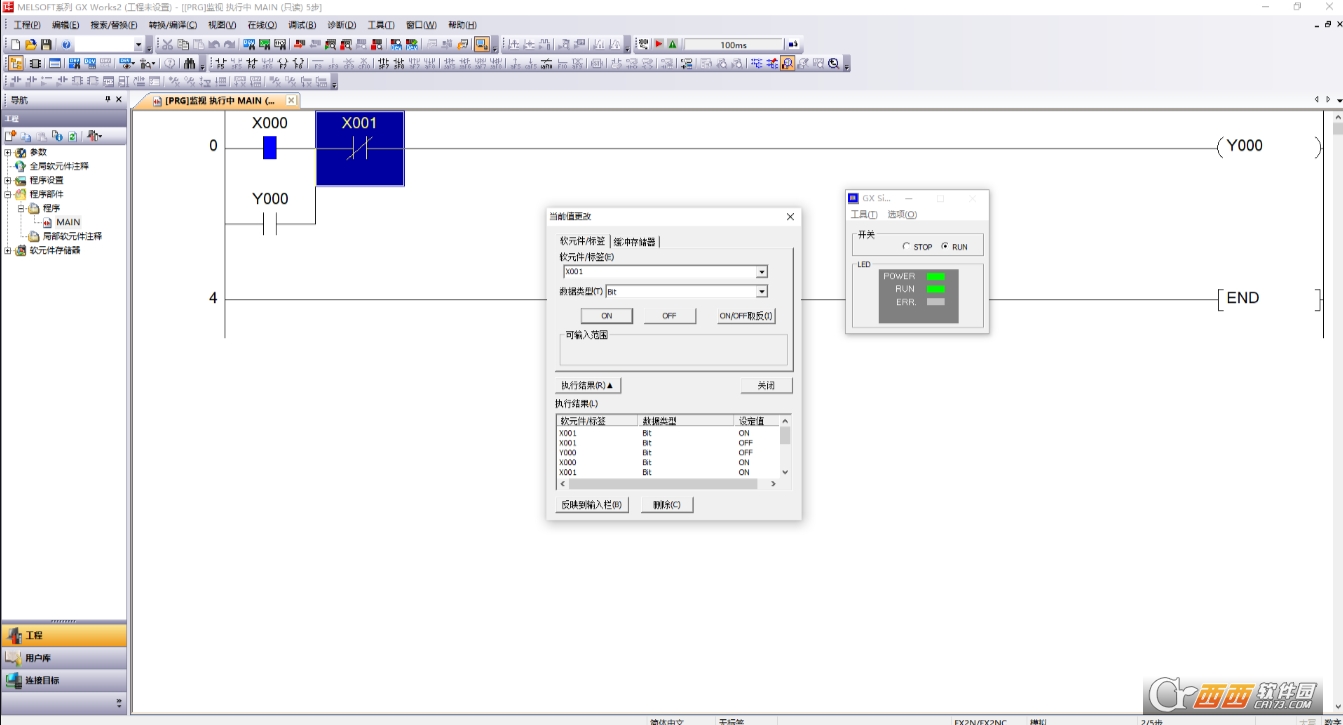
出现下图表示调试正在进行,下图是一个简单的自锁
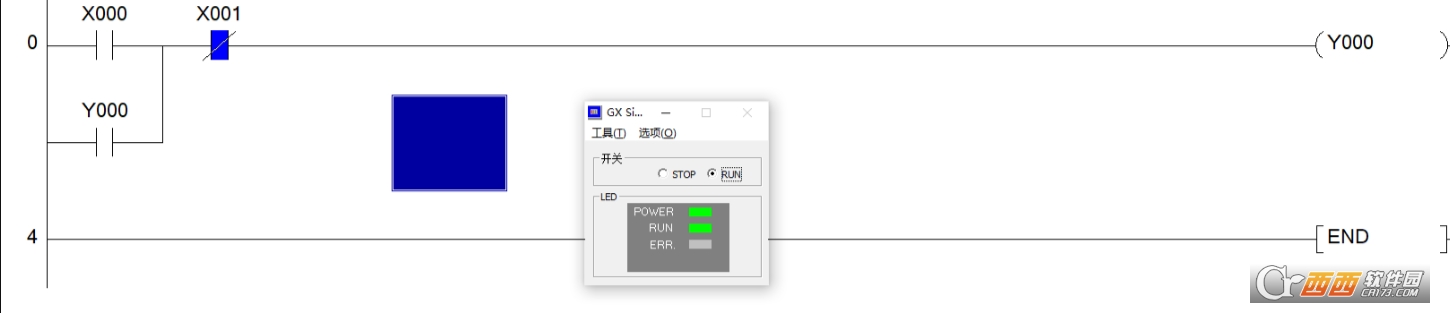
在x0上右键→调试→当前值更改,将x0打开,点击ON后,y0得电
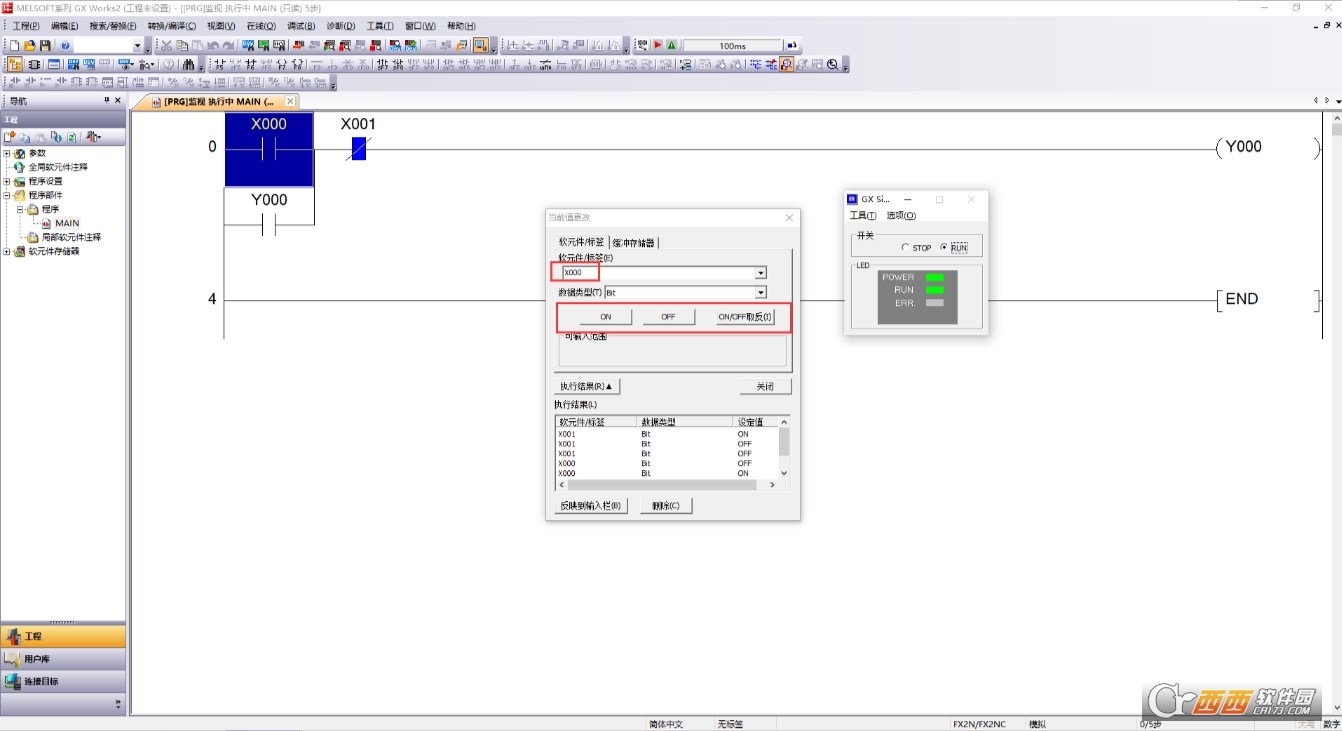

然后鼠标点击到x1,点击ON,y0失电
关闭调试,只需再次点击调试小图标即可。
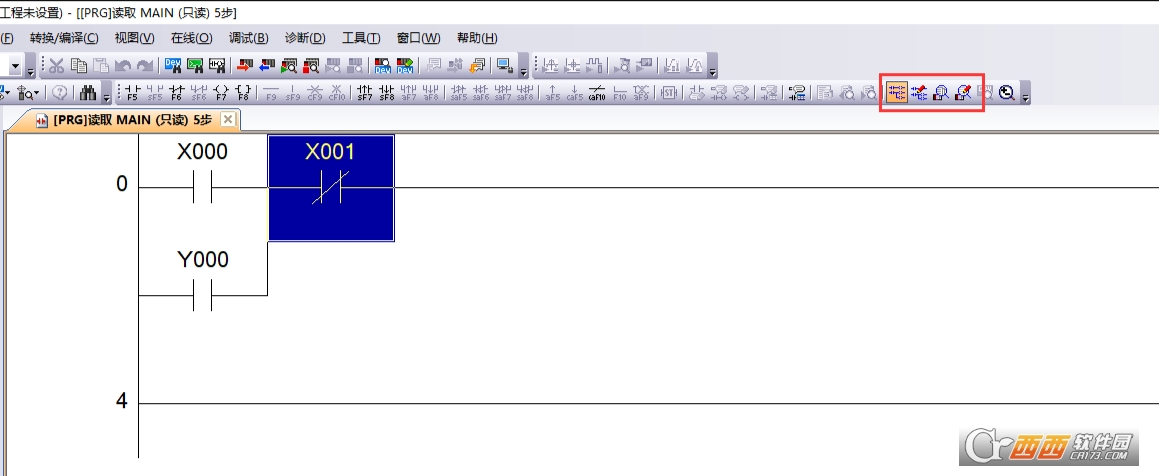
调试结束后,若需要继续更改程序,需将下图中按钮切换到写入模式,快捷键F2
2、程序写入
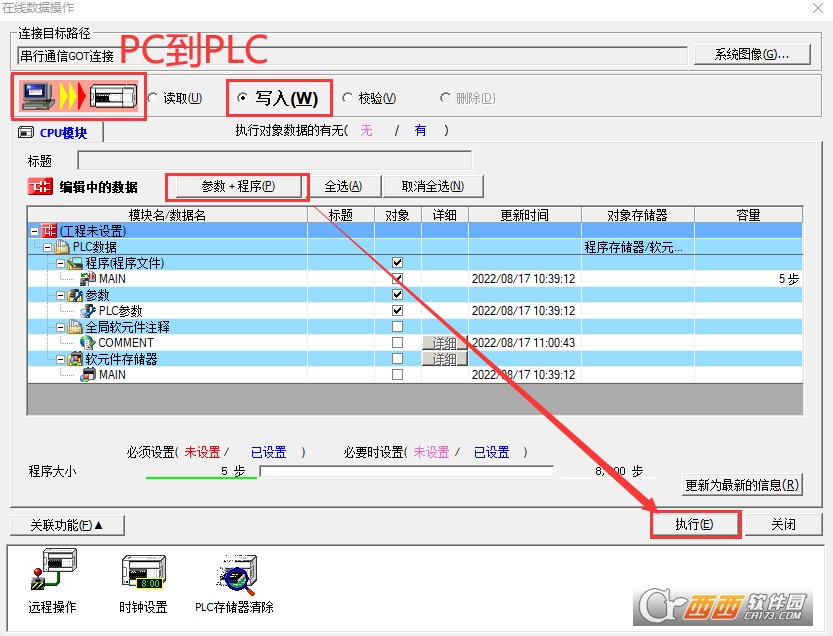
程序写入需要先连接PLC,请确保PLC连接正常,程序写入前请先将PLC停机(不停机会弹出要求停机的窗口),然后工具栏→在线→PLC写入,如下图
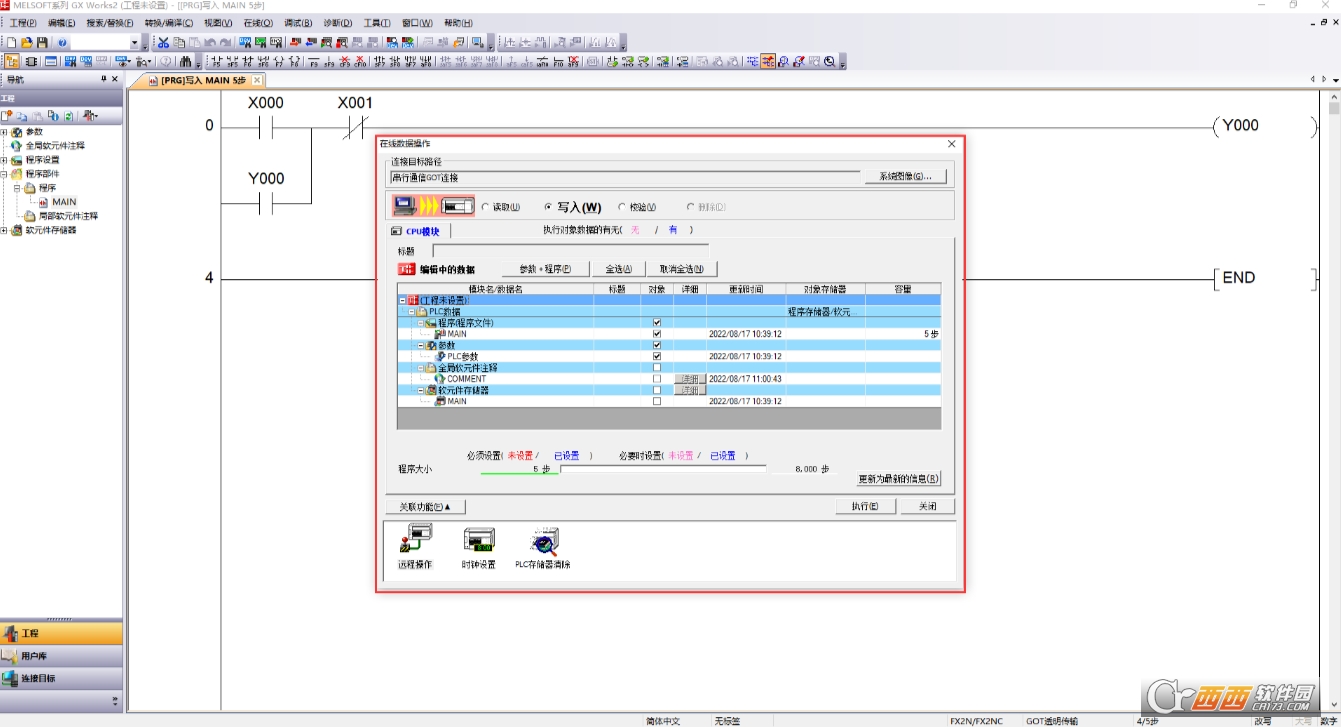
依次如下选择即可

运行PLC
程序写入后,将PLC开关打至ON,此时PLC上面RUN的灯应该会亮起,如果ERR灯亮起,表示PLC不会运行,具体原因可能是梯形图程序的问题、或者PLC硬件上有问题,具体可能一步步的去判断了。
快捷键说明
与编辑对象无关的可使用的快捷键如下所示。
快捷键对应的菜单(功能名)概要。
Ctrl + N新建工程新建工程。
Ctrl + O打开工程打开已存在的工程。
Ctrl + S保存工程保存工程。
Ctrl + P打印打印顺控程序和软元件等的数据。
Ctrl + X剪切剪切选择的数据和范围。
Ctrl + C复制复制选择的数据和范围。
Ctrl + V粘贴在光标位置剪切/粘贴复制的数据。
Ctrl + Z撤销撤销前一操作。
Ctrl + Y恢复恢复通过[撤销]取消的操作。
Ctrl + F软元件搜索搜索软元件。
Ctrl + Alt + F7触点线圈搜索搜索与指定的软元件对应的触点或线圈。
F3监视开始当前,开始监视作为操作对象的窗口。
Alt + F3监视停止当前,停止监视作为操作对象的窗口。
F4变换/变换+编译编译(变换)当前编辑中的程序。
Shift + F4变换+RUN中写入/变换+。
编译+RUN中写入编译(变换)后,将顺控程序写入至可编程控制器CPU。
Shift + Alt + F4变换(全部程序)。
/变换+全部编译编译(变换)存在于工程中的全部程序。


 大小: 450M
大小: 450M

 西门子S7-200 PLC编程软件V4.0.9.26 免费版
西门子S7-200 PLC编程软件V4.0.9.26 免费版  JDK 8(Java SE Development Kit)8u291 64位版
JDK 8(Java SE Development Kit)8u291 64位版  Keil C51V9.00 uVision4破解版
Keil C51V9.00 uVision4破解版  eclipse标准版(Eclipse Classic)4.4.2 官方中文版
eclipse标准版(Eclipse Classic)4.4.2 官方中文版  Java SE Development Kit(JDK6)6u43 多国语言版
Java SE Development Kit(JDK6)6u43 多国语言版  易语言33个皮肤模块绿色版
易语言33个皮肤模块绿色版  STC单片机ISP下载编程软件v6.85i 官方最新版
STC单片机ISP下载编程软件v6.85i 官方最新版  易语言5.90精简版
易语言5.90精简版  lingoV14.0 绿色中文版
lingoV14.0 绿色中文版  AutoIt(AU3)v3.3.14.2 汉化版
AutoIt(AU3)v3.3.14.2 汉化版  派森(Python)v2.7.18 官方正式版【x86|x64】
派森(Python)v2.7.18 官方正式版【x86|x64】  Source InsightV3.5.64汉化绿色版
Source InsightV3.5.64汉化绿色版  jdk99.0.4 官方最新版
jdk99.0.4 官方最新版  VBScript编辑器(VbsEdit)V5.2.4.0 汉化绿色特别版
VBScript编辑器(VbsEdit)V5.2.4.0 汉化绿色特别版  派森Python3.6.3 Final 官方最新版
派森Python3.6.3 Final 官方最新版  Delphi77.0 Build 8.1企业版龙卷风集成Update1
Delphi77.0 Build 8.1企业版龙卷风集成Update1  Git for Windows64位v2.15.1最新汉化版
Git for Windows64位v2.15.1最新汉化版  pyscripter x642.5.3 官方最新版
pyscripter x642.5.3 官方最新版  Delphi 7(集成控件)v7.0Build8.1企业版龙卷风集成Update1
Delphi 7(集成控件)v7.0Build8.1企业版龙卷风集成Update1  visual studio emulator for androidv1.1.622 官方最新版
visual studio emulator for androidv1.1.622 官方最新版